

FOR CASTING LARGER NON-FERROUS ART DESIGNS & COMMERCIAL PARTS
POWERCAST is a gypsum bonded, industrial grade investment mold material specially formulated for non-ferrous casting of small sculpture, art forms & figurines, class rings, decorative pieces and also complex parts used in commercial applications. Containing specially graded refractory grains and high purity cristobalite, Powercast utilizes proprietary control additives that provides a lower rise under vacuum, eliminates water marking on the cast surface and greatly reduces casting defects still obtained using other competitive brands.
FEATURES
• Powercast is mixed at a ratio of 34 – 35 parts water, per 100 parts powder
(34 -35/100), by weight.
• Using a mechanical mixer, add the powder to the water. Mix for 3 ½ – 4 minutes.
• Vacuum mixed slurry until it rises, breaks and begins to boil vigorously.
Continue full vacuum for an additional 1 – 1 ½ minutes.
• Pour the investment slurry down along the inside of the flask allowing it to
flow up, around and through the patterns, covering them by a minimum
depth of 2.5cm. (1 inch) of investment.
• Vacuum investment slurry until it rises, drops and begins to boil. Continue to
vacuum for 1 to 1 ½ minutes.
• Allow flasks to sit undisturbed in a vibration free area for 2 hours before
starting burnout.

Used by quality conscious casters worldwide, Prestige “POWERCAST” has proven to be a truly superior gypsum bonded investment for casting larger non-ferrous art designs &commericial parts. “PERFECTION IN JEWELRY CASTING
TECHNOLOGY” Powercast comes in 22.5Kg. Plastic lined Poly Sacks or 1Ton Heavy Duty Bulk Bags
| Powder: Water Ratio (34% - 35%) | Powder (Kg.) | Water (cc.) | Powder (Lb.) | Water (cc.) |
|---|---|---|---|---|
| Automatic Vac. Mixing | 1 | 340 | 1 | 154 |
| Conventional Mixing | 1 | 350 | 1 | 159 |
| Water Temperature ˚C | 21-24 | 21-24 | 21-24 | 21-24 |
Increasing the powder amount 1% will decrease the total working time for approximately 30 seconds
| Automatic Vac. Mixing Mach. | Minutes |
|---|---|
| Accurately Weigh Powder / Water | ------ |
| Add Powder to Water | ------ |
| Mixing & Vacuuming | 5 |
| Pour into Flask | 3 |
| Vacuum Invested Flask | 3 |
| Total Working Time | 11 |
Allow to sit undistributed for 120-150 minutes
before burnout
| Conventional Mixing Mach. | Minutes |
|---|---|
| Accurately Weigh Powder Water | ------ |
| Add Powder to Water & Mix | 5 |
| Vacuum the Bowl | 1 |
| Pour into Flask | 2 |
| Vacuum Invested Flask | 3 |
| Total Working Time | 11 |
Allow to sit undistributed for 120-150 minutes
before burnout
STEAM DE-WAXING & BURNOUT
Place flask into a stream chamber only allowing for the minimum amount of time
needed to remove the bulk of the wax from the mold.
Note: Leaving in steam too long will erode investment surface. Once de-waxing is
complete, immediately transfer flasks directly to burnout oven.
Note: Do not allow flasks to cool before transferring to pre-heated oven for burnout.
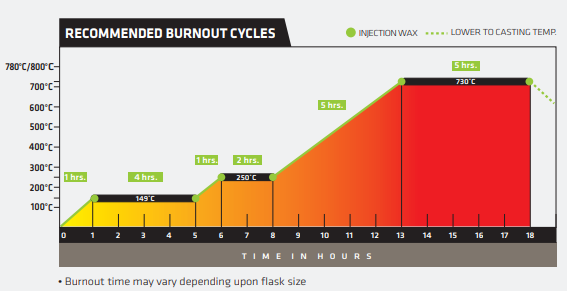
1. Load flasks into oven preheated to 149°C. (300F.)
2. Hold 149°C. (300F.) for 4-6 hours.
3. Increase temperature to 250°C and hold for 2hours.
4. Increase temperature to 732°C. (1350F.) at a rate of 66-93°C. (150 – 200F.) per hour.
5. Hold 732°C. (1350F.) four (4) to five (5) hours
6. Decrease temperature to desired mold temperature for casting
7. Hold mold temperature for casting 2 hours to stabilize temperature throughout
the mold.
8. CAST
DRY DEWAXING & BURNOUT:
1. Place flasks into the burnout oven preheated to 149C. (300F.)
2. Hold temperature at 149C. (300F.) for 4-6 hours.
3. Increase temperature to 250°C and hold for 2hours.
4. Increase temperature to 732C. (1350F.) at a rate of 66 – 93C. (150 – 200F.) per hour.
5. Hold temperature at 732C. (1350F.) for four (4) to five (5) hours, or until all the
carbon residue from the wax has been completely eliminated.
6. Once burnout at peak temperature is complete, reduce oven temperature to the
desired flask temperature required for casting.
Note: Mold temperature for casting Aluminum: 204 – 282C. (400 – 540F.).
Bronze & most copper based alloys: 427 – 538C. (800 – 1000F.)
7. Hold oven at desired temperature for casting for 2 hours, or longer if necessary
until the temperature has completely stabilized throughout the mold.
8. The mold is now ready to be CAST